 tiếng Anh
tiếng Anh Español
Español Chất lượng của khuôn liên quan trực tiếp đến chất lượng, hiệu quả sản xuất và giá thành của sản phẩm. Tôi nghĩ mọi người sẽ không phản đối điều này. Chất lượng của khuôn cần được tìm ra và giải quyết thông qua việc kiểm tra khuôn, vì vậy quy trình kiểm tra khuôn rất quan trọng đối với các doanh nghiệp ép phun.
1. Chạy thử khuôn - xác minh hoạt động của khuôn
A. Kiểm tra đóng mở khuôn dưới áp suất thấp của khuôn
1. Khuôn được mở và đóng ba lần ở tốc độ nhanh, trung bình và chậm, cho dù có bất kỳ âm thanh hoặc hiện tượng tắc nghẽn bất thường nào trong quá trình mở và đóng hay không;
2. Thao tác đóng mở khuôn diễn ra trơn tru, có hoặc không có nhiễu.
B. Kiểm tra hệ thống đẩy khuôn (dưới áp suất thấp)
1. Hành động phóng được chia thành phóng nhanh, trung bình và chậm 3 lần và kiểm tra xem có hiện tượng bất thường nào không;
2. Sau khi chốt đẩy trên mặt phẳng được đẩy ra, nó sẽ bị lỏng hay bị kẹt?
3. Cho dù thimble vát hay hình trụ có được lắp chốt định vị để tránh bị lỏng hoặc xoay.
4. Hệ thống phóng (có tiếng ồn bất thường và rung lắc khi chốt đẩy hoặc khối đẩy ra hay không.
C. Kiểm tra việc thiết lập lại khuôn
1. Đặt lại khuôn 3 lần ở tốc độ nhanh, trung bình và chậm để xem có thể đặt lại được không. Sau khi đặt lại, mặt cuối của chốt đẩy xiên không cao hơn 0,1mm so với khuôn hoặc ngang bằng với lõi khuôn;
2. Liệu chốt đẩy có cản trở hoạt động của vị trí hàng khi nút đẩy được đẩy ra hay không và liệu thanh trượt có trở về vị trí ban đầu hay không;
3. Khuôn được trang bị thiết bị đặt lại ống lót.
Thứ hai, kiểm tra sự cân bằng của khoang trong keo
1. Liên tục gây quỹ để chơi 5 khuôn và cân trọng lượng của chúng;
2. Ghi lại trọng lượng từng sản phẩm vào từng khuôn;
3. Giảm thể tích tiêm và điền 20%, 50% và 90% mẫu vào 3 khuôn;
4. Cân và ghi lại khối lượng của từng sản phẩm nêu trên;
5. Nếu chênh lệch giữa trọng lượng tối đa và trọng lượng tối thiểu của sản phẩm nhỏ hơn 2% thì có thể chấp nhận được. Nếu là khuôn một khoang thì cũng cần phải kiểm tra cân bằng phun.
3. Cách xác định thời gian làm mát tối ưu
1. Khi ép phun điều kiện quy trình phù hợp, sau khi sản phẩm đầy, ước tính thời gian làm mát, chọn thời gian làm mát lâu hơn, làm cho sản phẩm nguội hoàn toàn, làm 3 khuôn và đo kích thước của nó;
2. Nên đo kích thước của sản phẩm được bơm vào mỗi lần làm mát sau khi phần nhựa nguội hoàn toàn trong khoảng 15 phút;
3. Cơ sở xác định thời gian làm nguội tối ưu, xét đến độ ổn định kích thước của sản phẩm.
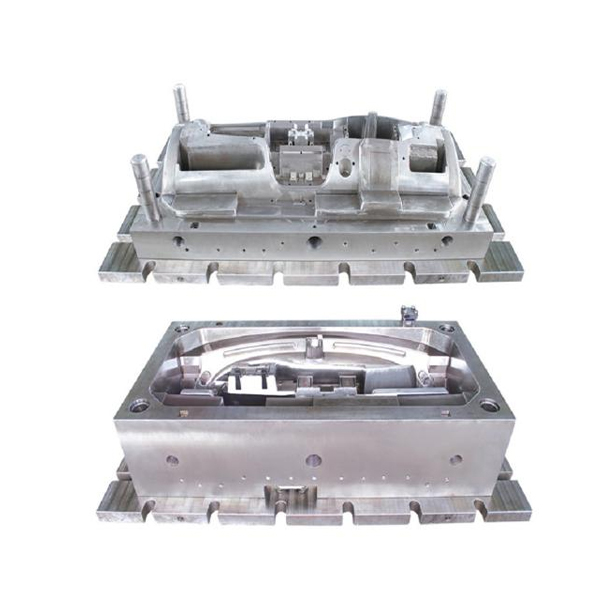
1. Khuôn cản ô tô sử dụng cấu trúc đường phân chia bên trong.
2. Hình dạng khuôn không có vết chớp và không có vết hàn.




.jpg "Khuôn giỏ lưu trữ hàng ngày (Lớn)")
.jpg "Khuôn giỏ lưu trữ (Nhỏ)")





